
步驟一
將鋼筋尾端利用冷鋸床切平

步驟二
將切平的鋼筋放入冷軋鍛造機,鋼筋尾端由冷軋而鍛造至設計的尺寸。這項步驟加大了鋼筋的直徑,確保續接接頭的強度較鋼筋本身高。
步驟三
於鍛粗的尾端車削出一個較鋼筋直徑為大的真圓棒,此舉克服了鋼筋真圓度差時對加工後螺紋品質的影響,並且維持了加工部位的直徑仍較原母材為大。
步驟四
加工適當尺寸與長度的標準公制平行直式螺紋,BT 系統的設計使用較鋼筋直徑大的螺 紋,其長度決定於續接的型式,並且利用適當 的尺規量測。

步驟五
最後由BT 系統品質檢驗機檢驗螺紋的規格, 並施加拉力鋼筋的標稱降伏強度,合格後機 械自動打上認證的鋼印。
步驟一
將鋼筋尾端利用冷鋸床切平
步驟二
將切平的鋼筋放入冷軋鍛造機,鋼筋尾端由冷軋而鍛造至設計的尺寸。這項步驟加大了鋼筋的直徑,確保續接接頭的強度較鋼筋本身高。
步驟三
於鍛粗的尾端車削出一個較鋼筋直徑為大的真圓棒,此舉克服了鋼筋真圓度差時對加工後螺紋品質的影響,並且維持了加工部位的直徑仍較原母材為大。
步驟四
加工適當尺寸與長度的標準公制平行直式螺紋,BT 系統的設計使用較鋼筋直徑大的螺 紋,其長度決定於續接的型式,並且利用適當 的尺規量測。
步驟五
最後由BT 系統品質檢驗機檢驗螺紋的規格, 並施加拉力鋼筋的標稱降伏強度,合格後機 械自動打上認證的鋼印。
步驟一
將鋼筋尾端利用冷鋸床切平
步驟二
將切平的鋼筋放入冷軋鍛造機,鋼筋尾端由冷軋而鍛造至設計的尺寸。這項步驟加大了鋼筋的直徑,確保續接接頭的強度較鋼筋本身高。
步驟三
於鍛粗的尾端車削出一個較鋼筋直徑為大的真圓棒,此舉克服了鋼筋真圓度差時對加工後螺紋品質的影響,並且維持了加工部位的直徑仍較原母材為大。
步驟四
加工適當尺寸與長度的標準公制平行直式螺紋,BT 系統的設計使用較鋼筋直徑大的螺 紋,其長度決定於續接的型式,並且利用適當 的尺規量測。
步驟五
最後由BT 系統品質檢驗機檢驗螺紋的規格, 並施加拉力鋼筋的標稱降伏強度,合格後機 械自動打上認證的鋼印。





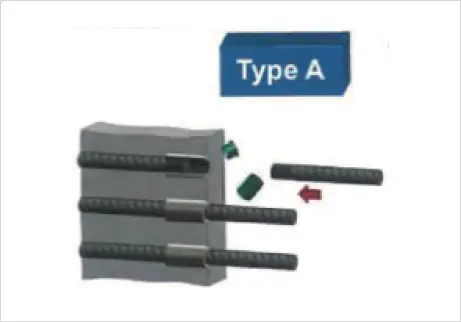
標準型續接
兩端依鋼筋規格加工標準牙長的鋼筋螺紋,使用於較短且可輕易轉動之續接鋼筋。

位置型續接
一端為標準牙長,另一端為兩倍標準牙長,適用於較長且不易轉動的續接鋼筋

萬向型續接
萬向型續接一端為標準牙長加一螺帽長度,另一端為兩倍標準牙長加一螺帽長度,適用於兩端鋼筋無法轉動但尚可移動的情況,如末端有彎勾無法轉動的續接鋼筋。
轉換型續接
兩端依鋼筋規格加工標準牙長的鋼筋螺紋,適用於較短且可輕易轉動的續接鋼筋。

機械式端頭錨錠
兩端依鋼筋規格加工標準牙長的螺紋,適用於較短且可輕鬆轉動的續接鋼筋。

電焊型接頭
兩端依鋼筋規格加工標準牙長的螺紋,適用於較短且可輕易轉動的續接鋼筋。



